
隨著軟包裝的廣泛應用,作為軟包裝企業,深入了解復合膜的熱封原理、失效模式及影響因素,有助于更好地控制工藝,從而保證產品質量。下面對軟包裝熱封的影響因素進行了分析。
1、熱封溫度預測
乙烯聚合物及共聚物系列的熱封溫度能夠非常準確地預測。
熱起封溫度或最低熱封溫度表示熱封開始發生時的溫度,該溫度下一般熱封強度低且熱封區域容易剝離。隨著熱封溫度升高,熱封強度穩定在一定數值,一些文獻將達到熱封強度平臺時的溫度稱為熱起封溫度。盡管這不是技術上的最低熱封溫度,但是這是達到預期的熱封性能的實際最低溫度。
對于77%的聚合物來說,熱起封溫度或最低熱封溫度通常是其成為無定形、非結晶或熔融狀態時的溫度。
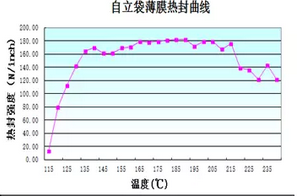
對于包裝行業來說,更重要的是預測熱封平臺起始溫度。通常在包裝工業中將熱封燙條的溫度調到比熱起封溫度高5~10℃,以控制波動。下面2張圖片是自立袋和導嘴各自的熱封曲線,這也是設計熱封溫度參數的依據之一。

包裝工業一般認為熱封“撕裂失效”是在理想或密封狀態的失效行為。該失效情況認為兩個熱封層完全的熔融或者充分相互擴散以形成一個完整的單層,此時“連接弱點”變為薄膜本身的屈服強度。
2、熱封時間
有研究者利用有限元分析法準確的預測熱封表現。為了測試該模型,在兩個熱封薄膜(聚乙烯)的交界處放置微型熱電偶,被測量的界面溫度是時間的函數,利用電熱板或熱封棒提供熱封能量。實驗所得數據與利用密度、比熱、熱導、線性膨脹系數、彈性模量以及熱傳導系數等參數理論模擬所得溫度進行比較,如下圖。

圖:界面溫度與熱封時間關系的有限元分析
實際上,數學模型預測的結果與實驗數據十分符合。曲線中明顯的小振蕩是高于熔融溫度以后,薄膜的熔化潛熱以及薄膜的體積厚度所致。數據顯示對于典型的薄膜(50μm或者更薄),熱封處界面熱封棒0.5s的停留時間已足夠使溫度達到設定溫度的95%。
3、熱封壓力的重要性
熱封的另一個變量是熱封時的壓力。與熱封溫度和時間這兩個關鍵因素相比,壓力對理想熱封的影響略小。有研究表明僅需要5psi的壓力即可使熱封表面充分熔融。在工業生產中壓力的范圍一般是從25到75psi。另一方面,隨著熱封壓力的增加,熱封層中的聚合物被“擠出”的趨勢增加,從而導致厚度變薄(因此變為強度的弱點)。熱阻絲加熱的熱封模具尤為容易產生該種問題。
4、影響熱封的其他因素
(1)添加劑的影響
(2)電暈處理
(3)生產過程中油墨和其它產品的影響
熱封是對需要密封的表面加熱,從而使熔融的聚合物相容擴散并重結晶的過程。該過程可以通過薄膜的應力和熱封材料的熔融特征進行預測。熱封溫度比熱封材料的最終熔點稍高,熱封強度即薄膜的屈服應力。
作為衡量軟包裝復合膜(袋)質量的重要性能——“熱封”性能,其在生產加工過程中受熱封溫度、熱封時間、熱封壓力等眾多因素的影響,軟包裝及上下游行業在了解熱封模型及失效模式的基礎上,可以更好地控制和監測包裝產品的質量。

